大型平雙螺桿擠出機所有的技術(shù)進(jìn)步主要集中在傳動部分和擠出部分,只有將硬件核心技術(shù)與軟件核心技術(shù)相結(jié)合,才能打造出具性價比和競爭力的現(xiàn)代化同向雙螺桿擠出設(shè)備.
大型平雙螺桿擠出機屬于塑料機械的種類之一,起源于18世紀(jì)。擠出機依據(jù)機頭料流方向以及螺桿中心線的夾角,可以將機頭分成直角機頭和斜角機頭等。是依靠螺桿旋轉(zhuǎn)產(chǎn)生的壓力及剪切力,能使得物料可以充分進(jìn)行塑化以及均勻混合,通過口模成型。
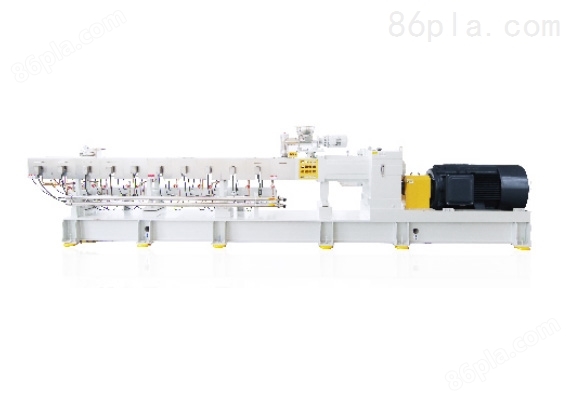
大型平雙螺桿擠出機所有的技術(shù)進(jìn)步主要集中在傳動部分和擠出部分,只有將硬件核心技術(shù)與軟件核心技術(shù)相結(jié)合,才能打造出具性價比和競爭力的現(xiàn)代化同向雙螺桿擠出設(shè)備。主要由兩大部分構(gòu)成:傳動部分和擠出部分。
1、傳動部分為螺桿提供扭矩,強勁的扭矩輸出是高效工作的保證;擠出部分主要由機筒、螺紋元件和芯軸構(gòu)成,物料在這個區(qū)域內(nèi)完成塑化、混合并擠出。
2、其所有技術(shù)進(jìn)步也都集中體現(xiàn)在這兩個部分,并構(gòu)成了更新?lián)Q代的標(biāo)志。
與其他機型相比,它的一大特點就是傳動系統(tǒng)的不同。它要求在一個受限的空間內(nèi)把動力平均地分配到兩根螺桿上,這就是扭矩分配技術(shù)。不同的扭矩分配技術(shù),決定了齒輪箱的承載能力、甚至于直接影響整機的壽命和性能。
擠出部分主要由機筒、螺紋元件和芯軸構(gòu)成,是完成塑化與混合的功能區(qū)。螺桿間隙、容積率、轉(zhuǎn)速、芯軸的強度和螺紋元件的壽命是評價擠出部分性能的關(guān)鍵性指標(biāo)。
大型平雙螺桿擠出機的發(fā)展趨勢是小螺桿間隙、大容積率、高轉(zhuǎn)速、高強度芯軸、高耐磨蝕螺紋元件。高效、大產(chǎn)量的同時,整機的使用壽命依然能得到進(jìn)一步提高,產(chǎn)品品質(zhì)穩(wěn)定。
設(shè)備在工作一定時間后,如果機筒和螺桿兩個零件的磨損較嚴(yán)重,將出現(xiàn)工作不穩(wěn)定,產(chǎn)量下降和擠出物料物理性能下降的問題。尤其當(dāng)機筒與螺桿的配合工作間隙超出標(biāo)準(zhǔn)規(guī)定的范圍,需要警惕物料受背壓作用而產(chǎn)生返流,螺桿推料波動,以及熔化的物料在機筒內(nèi)滯留時間過長等現(xiàn)象,因為這個現(xiàn)象一定會影響到成型塑膠的物理性能。
本設(shè)備采用合金加層的雙金屬技術(shù)對機筒和螺桿實行維修,是我們推薦的性價比較高的工藝方法,尤其對于大規(guī)格塑膠注塑機的機筒螺桿和雙螺桿擠出機的機筒螺桿。在條件許可情況下我們應(yīng)該盡可能地對機筒螺桿采用增加雙金屬合金保護(hù)層的工藝方法來維修機筒螺桿。
結(jié)構(gòu)特點:
1、主機雙螺桿為高速同向嚙合式,在各種螺紋及混煉元件中可產(chǎn)生十分強烈而復(fù)雜的物料傳遞交換、分流摻合以及剪切捏合等作用。這些作用可通過改變螺桿構(gòu)型及操作工藝條件實現(xiàn)充分自如的調(diào)節(jié)控制,以滿足適應(yīng)各種工藝的要求。
2、準(zhǔn)確的計量、合理的加料方式是嚴(yán)格執(zhí)行配方的關(guān)鍵,保證產(chǎn)品質(zhì)量,我們根據(jù)物料的性能,用戶的需要,配有多種喂料方式,如體積計量、動態(tài)失重計量等等,以滿足不同產(chǎn)品的需要。
3、*的控制系統(tǒng)。該擠出機配有*、美觀的控制系統(tǒng),其控制元件大部分都采用進(jìn)口元件,質(zhì)量好,靈敏度高。主機的運轉(zhuǎn)參數(shù)如電流、電壓、溫度,扭矩等都很直觀,所以操作起來非常方便,對操作工的要求也不高。
4、系統(tǒng)配有拉絲水冷切粒、熱切水冷、熱切風(fēng)冷等幾種切粒方式。可根據(jù)材料不同、用戶的要求進(jìn)行配置。
使用注意事項:
1、隨時注意機身溫度變化,用干凈手觸摸條子不沾手時,應(yīng)立即升溫,直至條子沾手為正常。
2、減速機軸承部位燒手時,或伴有噪音應(yīng)停機及時檢修,并補充加油。
3、主機軸承室兩端軸承部位發(fā)燙燒手或有雜音時,要停機檢修并加注黃油。正常工作時,軸承室每隔5-6天加注黃油一次。
4、注意摸清機子的運行規(guī)律;如:機溫高低,轉(zhuǎn)速快慢,可根據(jù)情況,及時處理。
5、機身運轉(zhuǎn)不穩(wěn)定時,應(yīng)注意檢查連軸器吻合的間隙是否太緊,要及時調(diào)松些。

 QQ:2568841715
QQ:2568841715





 塑料機械網(wǎng)
塑料機械網(wǎng)