

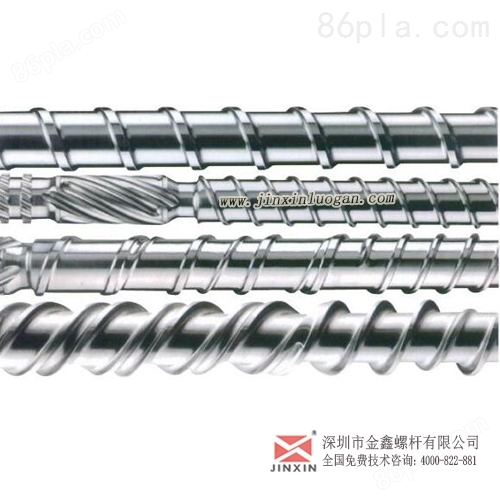




百納注塑機(jī)螺桿炮筒、擠出機(jī)料管
1.加工范圍:zui小內(nèi)孔Φ14,zui大Φ300X8000mm 2.原材料:SACM645、SKD61、西德8407、HPT全硬材料 、Assab瑞典鋼材、38CrMoALA. 3.表面粗糙度:Ra0.4μm 4.直線度:0.015mm/m 5.技術(shù)指標(biāo):調(diào)質(zhì)時(shí)間28小時(shí)以上,調(diào)質(zhì)硬度HRC26-30度,氣體真空氮化時(shí)間96小時(shí)以上,氮化硬度HRC62以上,螺桿直線度:0.015mm. 6.雙合金技術(shù)指標(biāo):將進(jìn)口合金粉末Xaly10825Nicr88WC12CO,均勻地噴涂在螺桿表面及澆鑄在料管內(nèi)孔,合金層可達(dá)到2.0mm-3.0mm。 7.適用范圍:普通塑膠PP、PS、ABS、PC、PMMA、PVC、PPA、PPS、LCP等。 8.處理方式:氮化,淬火,噴合金,電鍍硬鉻。 合金螺桿 加工范圍:Φ22mm-Φ300mm 螺桿基材:PM45 材料調(diào)質(zhì)時(shí)間:48小時(shí) 調(diào)質(zhì)硬度:HRC30 合金硬度:HRC62 合金成分:Fe+Ni+Cu+Mo+W+Cr 合金厚度:0.8-2.0mm 螺桿直線度:0.015mm/m 表面光潔度:Ra0.6μm 適用于生產(chǎn)塑膠類:腐蝕性大、磨損大含玻纖量 為25%-45%(GF),LCP、PA、PC、PBT、PP、PET、 金鑫螺桿
第二步 檢查注塑機(jī)(包括零件、部件及線路)
1.利用感官檢查(繼續(xù)深入觀察的過程)
1看:插頭及插座有無異常,電機(jī)或泵的運(yùn)轉(zhuǎn)是否正常,控制調(diào)整位置是否正確,有無起弧或燒焦的痕跡,保險(xiǎn)絲好壞,液體有無泄漏,潤滑油路是否暢通等。
2摸:注塑機(jī)振動(dòng)情況,元(組)件的熱度,油管的溫度,機(jī)械運(yùn)動(dòng)的狀態(tài)。
3聽:有無異常聲響。
4嗅:有無焦味、漏氣味、其它異味。
5查:工件的形狀與位置變化,注塑機(jī)性能參數(shù)的變化,線路異常檢查。
2.評(píng)定檢查結(jié)果
評(píng)定故障判斷是否正確,故障線索是否找到,各項(xiàng)檢查結(jié)果是否*。
百納注塑機(jī)螺桿炮筒、擠出機(jī)料管















