
請輸入產品關鍵字:

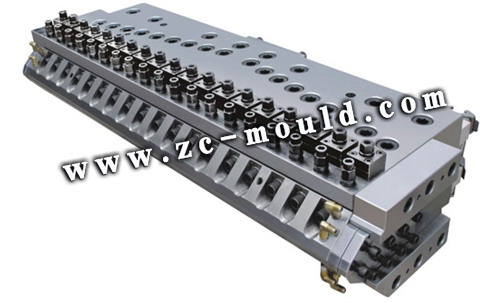
500三層模內共擠模具 多層共擠流延膜模頭

- 公司名稱:
- 參 考 價:
- 發布日期:
- 所 在 地:
- 生產地址:
- 已獲點擊:
- 臺州精岳模具機械有限公司
- 50000 (具體成交價以合同協議為準)
- 2025-04-23 17:15:43
- 臺州市
- 臺州
- 65
![]()
【詳細說明】














多流道模內共擠模頭
產品說明
特別適用于
工藝溫度相差20℃-80℃以內的多層共擠
剪切黏度、剪切速率差異較大的聚合物
技術特點
多流道模內共擠模頭(雙流道、三、五個流道)
更多工藝可以通過多層模內共擠+多層分配器
特殊設計流道和多層分配器組合使用能產生多層制品的同時,可生產寬度方向多組合不同顏色的制品。
模內共擠的優勢:適合幾種粘度和工藝溫度差別較大的原料,粘度差別很大,溫差也達到50℃,所以采用模內共擠結構,上下層為A,中間層為B,各層流道都有獨立的溫度控制,相鄰兩層原料工藝溫度相差30℃以上,層之間増加隔溫結構,防止竄溫影響,并增加油路起到恒溫的作用。幾種料進入流道后互不干涉,直到距離模唇口一小段位置開始復合,縮短了復合停留時間,把層與層之間的影響降到最小,使產品的物理性能達到最jia狀態。由于熔體粘度和壓カ不同及流速的差異,各層物料在口模中匯合時,易產生不穩定層流,造成復合界面不規則、厚比例不均勻,出品后各層容易分離等問題,使得工藝過程較為復雜和難以控制。尤其是生產光學產品時對復合的均勻性要求更高,因此,對于此類模具設計的要求也會更高。結合流變儀和流道模擬軟件,每一層流道我們都會根據各自物料的特性、工藝溫度進行分析計算,對比各層壓力是否接近并在合理范圍,控制各層想要的厚度以及速度,確保復合前各層分配的均勻性以及出料曲線的基本一致,這樣才能持復合后各層的穩定性,有效提高各個層面的薄厚精度。因此,比起分配器共擠,模內共擠能更好的控制各層的復合比例。