



















該生產線生產的管道,具有適度的鋼性、強度、又具有良好的柔性,耐蛻變性、耐環境應力開裂性和良好的熱熔接能力,是城際間燃氣輸送和城市供水管道產品。
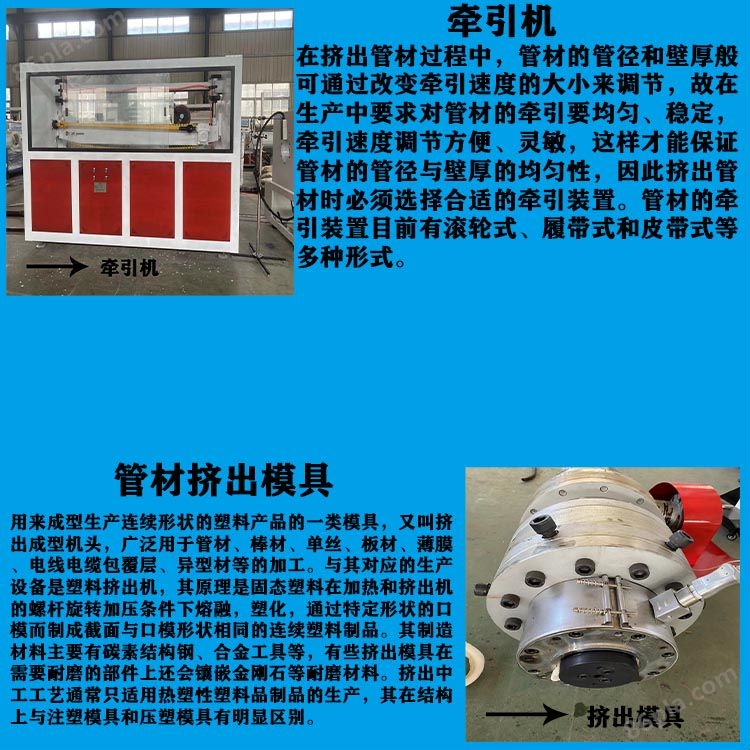
PE三層共擠管材設備生產線由控制系統、擠出機、機頭、定型冷卻系統、牽引機、行星切割裝置及翻料架組成。每條生產線有兩臺擠出機,其主要一臺采用強力輸送襯套及高效螺桿,另一臺較小的擠出機用于擠出標志線。
機頭:采用設計的籃式機頭或螺旋分流式擠管復合機頭,具有調節方便,出料均勻的特點,定徑套采用*的開槽工藝和水環冷卻,確保管材的成型精度。
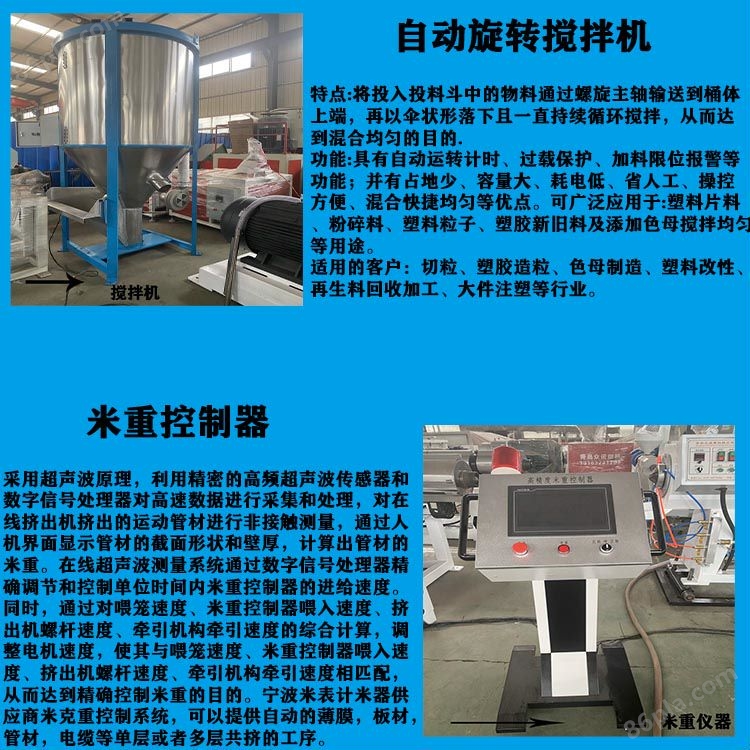
真空定徑與冷卻系統:采用水簾式定徑套定徑,不銹鋼水槽,定徑準確,冷卻速度快,效率高。
PE管材基本原理:塑料管道經機器的激光切割、加溫、使塑料管道橫斷面熔化,在必須的時間工作壓力下,使兩塑料管道橫斷面觸碰互促,進而超過電焊焊接的目地。因為選用本身電焊焊接且在電焊焊接全過程中產生雙環電焊焊接,管件內外壁一起產生提升圈,固比其焊接抗壓強度超過塑料管道本身。
PE管材加工工藝主要參數:發熱板溫度,指發熱板環境溫度,通常用表層溫度表精確測量。在精確測量溫度時,要考慮到工作溫度的危害。熱鍍鋅板溫度不僅確保管件內孔快速熔化,又要確保焊制管材不會因溫度過高而產生溶解。充壓加溫工作壓力與熔化連接工作壓力相當于,功效是對管件開展強制性加溫,除掉管件內孔不整平的一部分,使管件內孔所有與發熱板觸碰,勻稱遇熱。卷邊高寬比用以考量加溫工作壓力功效于管件橫截面的時間,即充壓加溫
















